Астрономическая и космическая оптика
Производство крупногабаритной астрономической и космической оптики на Лыткаринском заводе оптического стекла — одно из приоритетных направлений деятельности предприятия.
На предприятии создана уникальная производственная база и накоплен научно-технический потенциал и опыт разработки и изготовления крупногабаритных линзовых объективов (КГЛО) для широкого спектра космических аппаратов дистанционного зондирования Земли (высокодетальная и широкополосная мультиспектральная съемка земной поверхности).
Созданное производство позволяет выпускать предельные по своим опто-техническим и габаритным характеристикам крупногабаритные линзовые объективы для различных типов космических аппаратов (фото 1).
Параметры крупногабаритных линзовых объективов:
- световые диаметры — 200...650 мм;
- фокусные расстояния — 1000...4000 мм.
На базе производства крупногабаритных линзовых объективов на предприятии освоен выпуск оптико-механических блоков прецизионных сканирующих зеркал многозональных сканирующих устройств аппаратуры дистанционного зондирования Земли метеоспутника «Метеор-М» и геостационарного метеоспутника «Электро-Л».
С 1959 года в АО ЛЗОС было освоено производство стеклокристаллического материала со сверхнизким коэффициентом теплового расширения — Астроситалла® СО-115М, который по своим оптическим и физико-механическим свойствам является аналогом материала Zerodur® фирмы Schott (Германия).
Астроситалл обладает высокими прочностными характеристиками и малым коэффициентом теплового линейного расширения (КТЛР), на порядок ниже, чем у других материалов, в чем его основное достоинство. Для Астроситалла СО-115М коэффициент теплового линейного расширения α=0±1.5×10-7 К-1, предел прочности 78 МПа, модуль упругости 92 ГПа. На полированной поверхности данного материала можно достичь шероховатость <1нм (среднеквадратичное отклонение, RMS). Благодаря таким уникальным характеристикам, он много лет с успехом используется для изготовления астрономических и космических зеркал.
За прошедшие десятилетия проводились многочисленные испытания, подтверждающие стабильность свойств этого материала во времени на деталях специального назначения.
Технические возможности АО ЛЗОС позволяют выполнять работы по изготовлению оптических деталей от стадии отлива и отжига заготовок из Астроситалла® до окончательного формообразования.
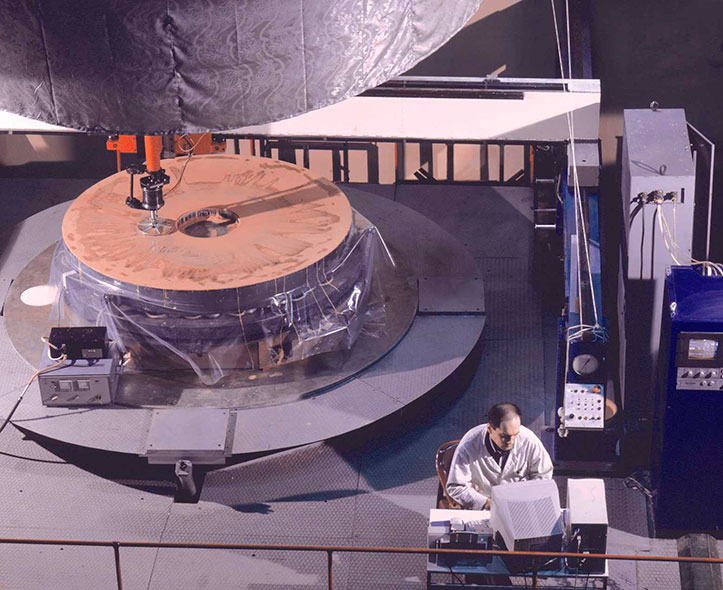
В АО ЛЗОС также много лет ведутся работы по изготовлению облегченных и тонких зеркал различной конфигурации диаметром до 4000 мм из Астроситалла (фото 2, 3).
Производственный потенциал АО ЛЗОС включает:
- оборудование для предварительной обработки заготовок — распиловки, кругления, обработки торцев, закладки сфер на заготовках габаритом до 6 метров;
- оборудование (координатно-расточные, плоскошлифовальные и др. станки), которое обеспечивает получение геометрических размеров и облегченных структур с точностью до 10 мкм на заготовках диаметром до 6 метров;
- оборудование для изготовления, контроля и автоматизированного формообразования асферических поверхностей крупногабаритных оптических деталей диаметром до 6 метров.
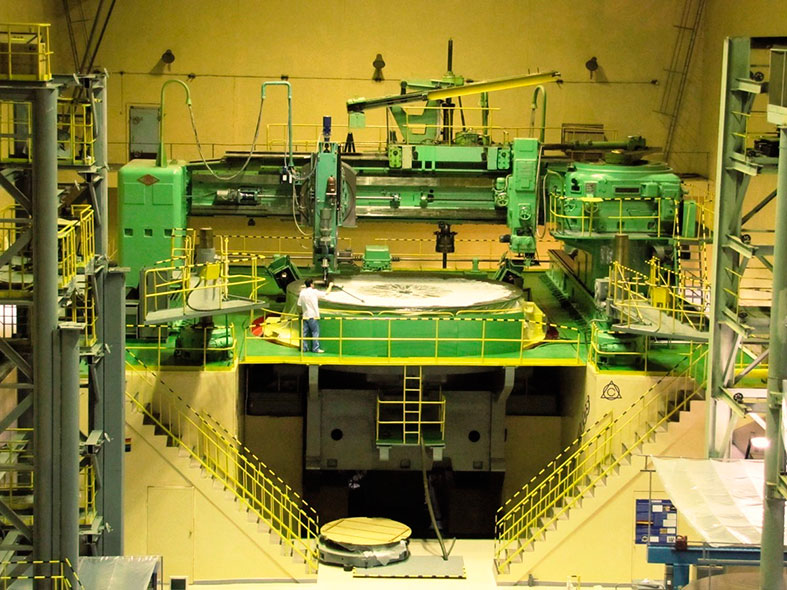
В АО ЛЗОС за последние три десятилетия разработаны компьютерно-управляемые методы обработки крупногабаритной астрономической и космической оптики, которые позволили изготовить зеркала для крупных российских и зарубежных телескопов с использованием программно-управляемых станков (фото 4, 5, 6). Это главное и вторичное зеркала крупнейших в мире обзорных телескопов VST (VLT Survey Telescope, 2.6 м) (фото 7) и VISTA (Visible and Infrared Survey Telescope for Astronomy, 4 м) (фото 8, 9), установленные в обсерватории Паранал в Чили, сеть 17-ти телескопов LGOGT (Las Cumbres Observatory Global Telescope Network, США) с диаметром главных зеркал от 1 до 2 м и вторичных — диаметром от 345 до 630 мм, телескоп TNT (Thai National Telescope, США, Австралия, Таиланд) с главным зеркалом диаметром 2.4 м, зеркала телескопа DOT ARIES (Devasthal Optical Telescope, DOT, for Aryabhatta Research Institute of Observational Sciences, ARIES, Бельгия, Индия) с главным зеркалом диаметром 3.7 м (фото 10), зеркала телескопов SALT (Southern African Large Telescope — Большой южноафриканский телескоп) с главным зеркалом около 11 м и LAMOST (Large Sky Area Multi-Object Fibre Spectroscopic Telescope, Большой многоцелевой спектроскоп для наблюдения обширных районов неба, Китай) с зеркалами около 6.5 м, зеркало телескопа БТА (фото 11, 12) и многие другие.
Зеркала этих телескопов имеют значительную асферичность и высокую апертуру, что создает существенные трудности не только при обработке данных зеркал, но и при их контроле. Для успешного изготовления таких оптических элементов необходим контроль процесса производства оптики на всех стадиях обработки, начиная с предварительного шлифования и кончая финишной доводкой, а также установки для нанесения зеркального отражающего покрытия (фото 13). Такие системы контроля и формообразования созданы, и проекты успешно реализованы (фото 14, 15). АО ЛЗОС продолжает с успехом выполнение новых российских и международных проектов по изготовлению оптики еще более сложных форм и конфигураций.
Нанесение оптических покрытий
АО ЛЗОС обладает широкими возможностями нанесения различного типа оптических покрытий как на детали собственного изготовления, так и на подложки заказчика.
Нанесение оптических покрытий в вакууме
На предприятии действует порядка 30 вакуумных напылительных установок различного типоразмера, в т.ч. несколько установок собственной разработки.
Дизайн покрытий
Ведем разработку конструкций покрытий любой сложности. Осуществляем обратную задачу - по оптическим характеристикам готового покрытия рассчитываем его дизайн.
Работаем с программным комплексом Optilayer и MCalc.
Возможно изготовление покрытий по ОСТ 3-1901-85/ОСТ 3-1901-95 «Покрытия оптических деталей» и по дизайну заказчика.
Технологическое оборудование
Основу парка технологического оборудования составляют вакуумные установки BOX-типа: ВУ-1А, ВУ-2М, Leybold A1100, A700 и SYRUSpro710. (фото 16, 17)
- Внутренний диаметр камеры – от 700 до 1090 мм
- Способ нанесения – термическое и элекронно-лучевое испарение с нагревом подложки
- Диаметр подложки – до 1070 мм
- Вес подложки – до 350 кг
- Контроль нанесения – фотометрический, кварцевые датчики
Имеются собственные разработки: ВУ-5 – установка для нанесения просветляющих покрытий на длиномерные (до 1000 мм) активные элементы лазеров, 3-ПВЛ – установка алюминирования на различные отражатели большой производительности (до 500 тыс. деталей в год), УВ-2 – установка термического алюминирования на детали габаритами до 2м.
В наличии имеется вакуумная установка нанесения отражающих покрытий с защитой при помощи магнетронных распылителей. (фото 18, 19)
- Диаметр подложки – до 4м
- Вес подложки – до 7т
- Способ нанесения – магнетронное распыление
- Количество магнетронов – 3 шт.
- Очистка и активизация поверхности подложки – ионным источником Кауфмана
- Откачка - безмасляная
Для крепления подложки внутри вакуумной камеры возможно использование как оснастки заказчика, так и разработка и изготовление собственными силами.
Метрологическое оборудование
Измерения оптических параметров возможно как на самих вакуумных установках посредством системы фотометрического контроля, так и на спектрофотометрах Lambda 950, Photon RT, а также ИК-Фурье спектрофотометре.
- Тип измерения – пропускание, отражение.
- Диапазон измерений – от 175нм до 15мкм.
- Поляризация – s- , p-поляризация.
- Угол измерения – от 5°до 68°.
Измерение механической прочности проводится на приборе СМ-55 и его аналоге П33.00.00.000.
Анализ рельефа поверхности и его микрошероховатости проводится с помощью оптического профилометра NanoCAM.
- Размеры подложки – любые.
- Предел измерения – 0,1 нм.
- Исследуемая зона – 0,5х0,5 мм, 2х2 мм.
- Увеличение – 4х, 20х.
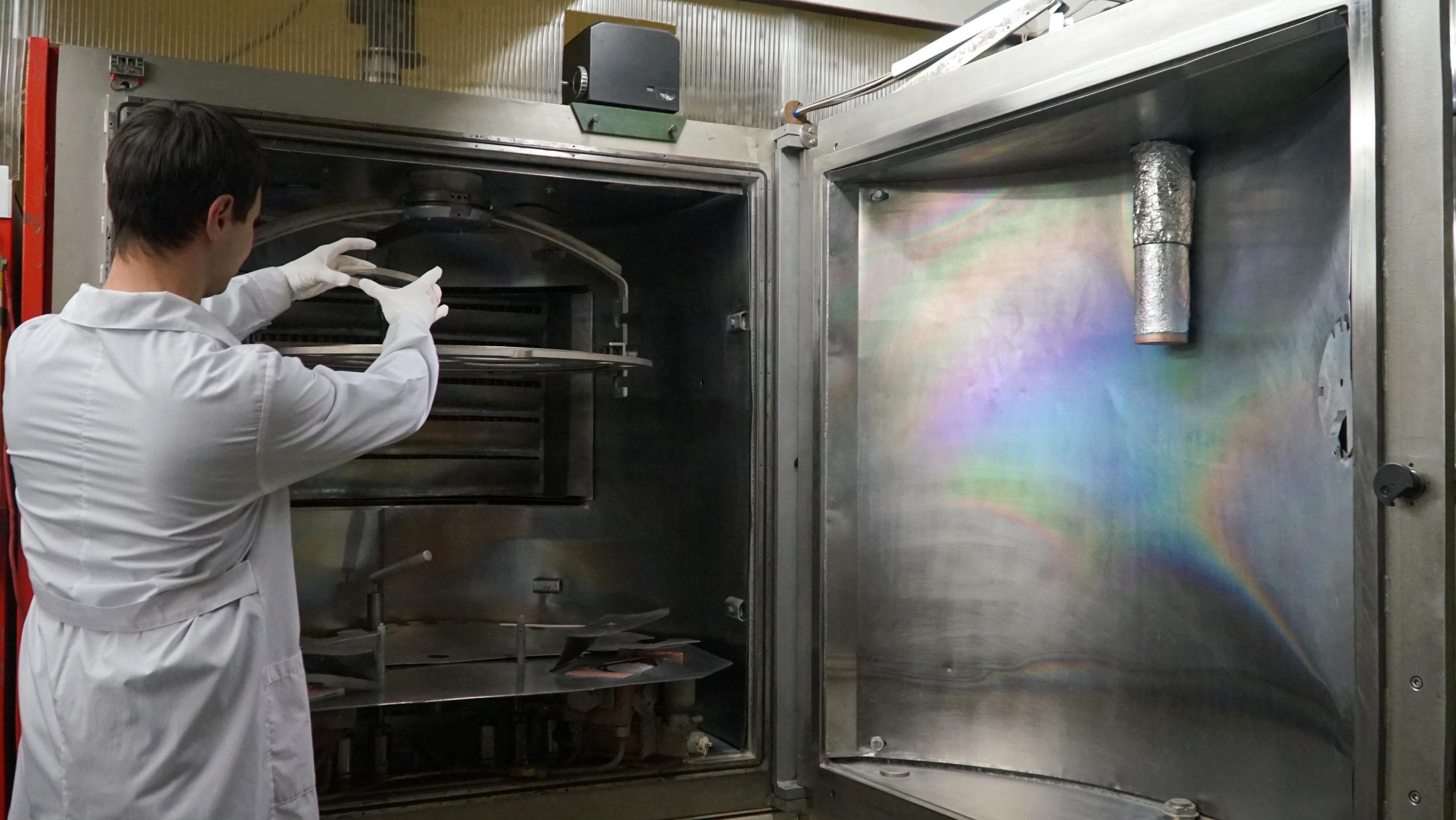
Также имеется различное оборудование для проведения климатических испытаний: камеры тепло-влага-холод, термобарокамеры, вибрационный стенд.
Нанесение оптических покрытий химическим способом
Возможно нанесение одно- и двухслойных просветляющих покрытий из золь-гелевого пленкообразующего раствора методом вытягивания или капельным методом (43Р.44Р по ОСТ 3-1901-85), а также путем травления в уксусной кислоте (63Т по ОСТ 3-1901-85). В основном применяются при изготовлении стекол радиационной защиты. (фото 20, 21, 22)
- Габариты подложек – до 1000х1000 мм при толщине >100 мм, и до 1900х650 мм при толщине 8 мм.
- Вес подложек – до 800 кг
Реализуем нанесение гидрофобного покрытия (48Р по ОСТ 3-1901-85) капельным методом на детали диаметром до 800 мм.
Конструкционная и оптическая склейка
АО ЛЗОС обладает технологией приклейки металлических (интерфейсных) элементов к оптическим деталям и склейки оптических элементов между собой
Конструкционная склейка
Реализуем приклейку металлических элементов из инвара, нержавеющей стали и других сплавов к оптическим деталям из разных марок стекол и стеклокерамики.
- Размеры подложки – любые.
- Материал подложки – стекла оптических марок (К, ТК, СТК и т.д.), кварц, стеклокерамика, карбид кремения.
- Материал элементов – инвар (36Н, 36НКД), нержавеющая сталь и т.д.
- Используемые клея – DP-190, Экан. Возможна корректировка технологии под клей заказчика.
- Механическая прочность – до 150 кг/см2 (на отрыв).
- Температура эксплуатации клеевого соединения – от -60°С до +150°С.
- Возможен подбор клея и технологии приклейки под требования заказчика.
Оптическая склейка
Реализуем склейку фосфатных стекол для активных элементов лазеров и склейку стекол оптических марок, кварца (линзы, светоделительные кубики и т.п.).
- Для склейки элементов активных элементов лазеров имеется чистое помещение класса ИСО7.
- Размеры склеиваемых деталей – для фосфатных стекол до 1м, для линз – до 100мм.
- Используемые клея – КЛС, ОК-72, Бальзамин, Бальзамин-М.
Химическая полировка стекла
На АО ЛЗОС имеется необходимое оборудование и технологии для осуществления травления оптического стекла плавиковой кислотой. (фото 23, 24, 25)
Мы можем проводить:
- химическое упрочнение поверхности оптических деталей после механической обработки;
- химическую полировку оптических поверхностей;
- осуществлять травление поверхности оптической детали на заданную глубину.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}